SAFE USE OF WIRE ROPE
Proper Maintenance and Inspection
Jerome E. Spear, CIH, CSP, FAIHA | Mike Randall, CSP
Featured in Water Well Journal
“A chain is only as strong as its weakest link” is an often used cliché frequently spoken or written in a figurative context. Although not a chain, wire rope is often an integral part of many pieces of load handling equipment (LHE). A failure to any “link” used in load handling equipment, including wire rope, can have catastrophic consequences…LITERALLY.
Wire rope comes in different sizes and construction, which affects its breaking strength. However, its breaking strength is dependent on its overall condition. Like any equipment part or system, proper maintenance, inspection, and use are critical in maintaining the equipment in safe operating condition. When evaluating a wire rope’s safe working condition, the following questions should be considered:
- What factors can affect a wire rope’s breaking strength?
- How frequently should wire rope be inspected?
- What removal criteria should be used?

WIRE ROPE CONSTRUCTION
Wire rope is made of steel wires laid together to form a strand. These strands are laid together to form a rope, usually around a central core of either fiber or wire. The number of strands, number of wires per strand, type of material and nature of the core depend on the intended purpose of the wire rope. Wire rope that has many smaller wires and strands is more flexible than rope with larger diameter wires and fewer strands. Wire rope that is used with sheaves and drums should have many strands to be flexible enough to bend around the sheaves and drums.
Wire ropes are classified by grouping the strands according to the number of wires per strand. The number of wires and the pattern define the rope’s characteristics. For example, a 6 x 7 rope indicates that the rope is comprised of six strands and each individual strand is comprised of seven wires. This rope has large wires and is not very flexible but has good abrasion resistant qualities. In comparison, a 6 x 19 rope has 19 wires per strand making it more flexible than a 6 x 7 rope. The more wires in a strand, the more flexible the wire rope. Likewise, the more strands in the rope, the more flexible the rope; however, the more strands in a rope and more wires in a strand, the less resistance the rope is to the crushing effects of abrasion and crushing.
Other important requirements to consider when selecting a wire rope are the breaking strength and Safe Working Load. These values can be found with the use of a chart. Wire ropes have a design factor from 2.5 to 8 depending on its application, usage, and rope type (ASME, 2019). For example, a load hoist rope on a mobile crane comprised of a “standard” rope (i.e., non-rotation-resistance rope) has a minimum design factor of 3.5. That is, the Safe Working Load for this type and use of rope would be based on a safety factor of 3.5 (i.e., the
rope breaking strength divided by the safety or design factor equals the SWL of the rope). Higher design factors may be required for special applications (e.g., elevators, critical lifts, etc.)
Although wire rope can be made with a wire core, most have a fiber core which is saturated in oil and helps keep the rope lubricated. The purpose of a fiber core is to support the outer strands of the wire rope and is not included when calculating the minimum breaking force.
Wire rope is lubricated during the manufacturing process. This provides the rope with protection for a reasonable time if the rope is stored under proper conditions. When the wire rope is in service, the initial lubrication will not be sufficient to last the lifetime of the rope. Therefore, it is usually necessary to apply a lubricant to a wire rope under working conditions. A light mineral oil can be used for lubrication. Never use old crankcase oil.
WIRE ROPE INSPECTION
Wire rope inspections are important checks on any type of rigging equipment. Problems such as wear, metal fatigue, abrasion, corrosion, kinks, and improper reeving have more importance in dictating the life of a wire rope than the breaking strength factor based on new rope condition. Therefore, wire rope should be regularly inspected in accordance with OSHA and industry standards. The frequency of inspections depends on the service conditions. Slings should be inspected each day before being used. According to ASME B30.30-2019, the frequency of wire rope inspections shall be based on such factors as rope life on the particular installation or similar installations, severity of environment, percentage of capacity lifts, frequency rates of operation, and exposure to shock loads; however, running rope in service shall be visually inspected daily or more often as determined by a qualified person (ASME, 2019). OSHA requires an inspection of wire rope to be conducted each month. In addition, OSHA requires wire ropes used on equipment to be inspected by a qualified person at least every 12 months (OSHA, 2010).
Wire rope should be inspected for the following conditions:
Is there a reduction in diameter?
Any new wire rope will stretch when the initial load is applied. After the initial stretch and a slight stretching over time during normal wear, the rope will begin to stretch at a quicker rate which means it is approaching the time for replacement. Any noticeable reduction in diameter is a serious deterioration problem. A wire rope is measured across its diameter at its widest point. Diameter reduction could be caused by one or a combination of faults. In general, wire ropes should be replaced when the diameter reduction is more than 5% from the nominal diameter (ASME B30.30- 2019 – Ropes).

Figure 1. Measuring Wire Rope for Reduction in Diameter
Is there distortion of the rope structure?
Distortion of rope structure include kinking, severe doglegs, birdcaging, and crushed strands. Removal criteria include steel core protrusion between the outer strands, kinking, severe doglegs, and changes in the original geometry due to crushing where the minimum dimension across the distorted section is less than or equal to 5/6 of the nominal diameter (ASME B30.30-2019 – Ropes).
Crushed strands are a result of too many layers of rope wrapped around a drum. In general, there should be no more than two layers of wire rope on the drum, especially if the rope is a type with many small wires (such as 6 x 37). Crushing also occurs by cross winding, which is a result of poor winding procedures. This is generally related to improper fleet angle. The fleet angle is the angle between the rope’s position on a drum or sheave and the line drawn perpendicular to the axis of the drum or sheave through the center of the nearest fixed sheave (see Figure 3).

Figure 2. Crushed Strands
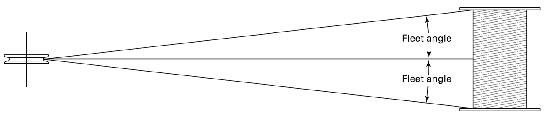
Figure 3. Fleet Angle
Kinks are permanent distortions. After a wire rope is kinked, it is impossible to straighten the rope enough to return it to its original strength. If a rope cannot be unkinked by hand force, the wire rope should be removed from service.
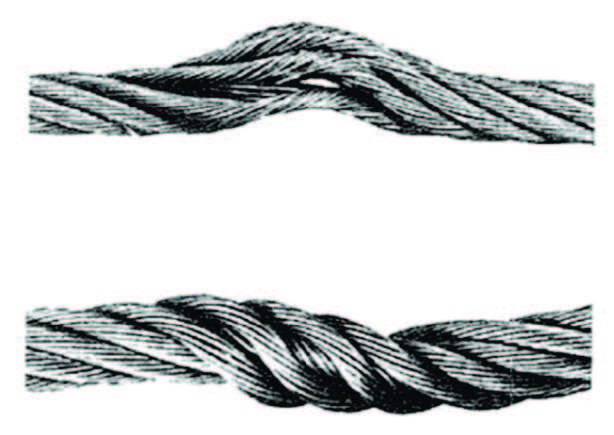
Figure 4. Kinks
Birdcaging condition is a torsional imbalance, which is a result of mistreatment such as pulling through tight sheaves, wound on too small a drum, or sudden stops
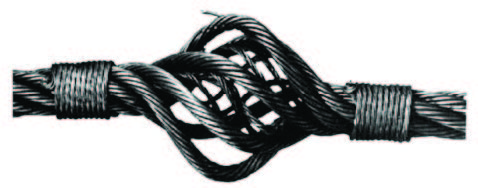


Figure 5. Birdcaging
Is there visible corrosion?
This problem is difficult to evaluate, and it is also much more serious than normal wear. Corrosion will often start inside the rope before it shows on the outside. A lack of lubrication is usually the cause. Wire pitting or severe rusting should be cause for immediate replacement.

Figure 6. Corrosion
Is there visible corrosion?
According to ASME B30.30-2019, excessive waviness of wire rope (indicating that the rope should be removed from service) is when the overall envelope diameter has increased to a value greater than 110% of nominal rope diameter, d (see Figure 8).

Figure 7. Waviness of Rope
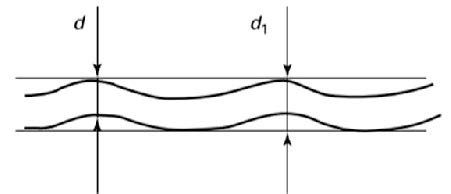
Figure 8. Removal Criteria (d > 110% d)
Is there heat damage?
Removal criteria include any apparent damage from a heat source, such as welding, powerline strikes, or lightning. Wire rope that has been inadvertently (or purposely) used as a ground in welding or has been in contact with a live power line will have fused or annealed wires and must be removed from service (ASME B30.30-2019 – Ropes).
Removal criteria include any apparent damage from a heat source, such as welding, powerline strikes, or lightning. Wire rope that has been inadvertently (or purposely) used as a ground in welding or has been in contact with a live power line will have fused or annealed wires and must be removed from service (ASME B30.30-2019 – Ropes).

Figure 9. Heat Damage
Is there heat damage?
Removal criteria include a high or low strand that is higher or lower than half of the strand diameter above or below the surface of the rope (ASME B30.30-2019 – Ropes).
Is there damage to the end terminations?
Removal criteria include severely corroded, cracked, deformed, worn, grossly damaged, or improperly installed end terminations.

Figure 10. Damaged End Termination
Are there too many broken wires?
The removal of a wire rope from service due to visible broken wires depend on how the particular rope is being used. Finding one broken wire (or several widely spread) is usually not a problem. Regular breaks are a cause for concern and require a closer inspection. A rope lay, as a unit of
measurement, is used when determining if a wire rope should be replaced due to visible broken wires (see Figure 11).
Criteria for rope replacement due to broken wires are as follows:
- Running wire ropes: Six randomly distributed broken wires in one rope lay or three broken wires in one strand in one rope lay, where a rope lay is the length along the rope in which one strand makes a complete revolution around the rope (29 CFR 1926.1413).
- Pendants or standing wire ropes: More than two broken wires in one rope lay located in the rope beyond end connections and/or more than one broken wire in a rope lay located at an end connection (29 CFR 1926.1413).
- Rotation resistant ropes: Two randomly distributed broken wires in six rope diameters or four randomly distributed broken wires in 30 rope diameters (29 CFR 1926.1413).
- Slings: 10 randomly distributed broken wires in one rope lay or five broken wires in one strand in one rope lay (29 CFR 1910.184 – Slings; ASME B30.30-2019 – Ropes). See ASME B30.9-2018 – Slings, for specific replacement criteria pertaining to wire rope slings (ASME B30.9-2018 – Slings). For construction work sites, wire rope shall not be used if, in any length of eight diameters, the total number of visible broken wires exceeds 10 percent of the total number of wires, or if the rope shows other signs of excessive wear, corrosion, or defect (29 CFR 1926.251 – Rigging Equipment for Material Handling).
- Valley breaks: Wire ropes with valley breaks should be removed from service. A valley break is a wire break that occurs at or below the strand-to-strand contact points. See ASME B30.30-2019 – Table 30- 1.8.2-2 for broken wire criteria, including valley breaks and breaks at end terminations.
- More specific broken wire criteria for rope removal is specified by ASME B30.30-2019 – Table 30-1.8.2-2.
ASME B30.30-2019 – Table 30-1.8.2-2. Broken Wire Criteria Indicating Rope Removal
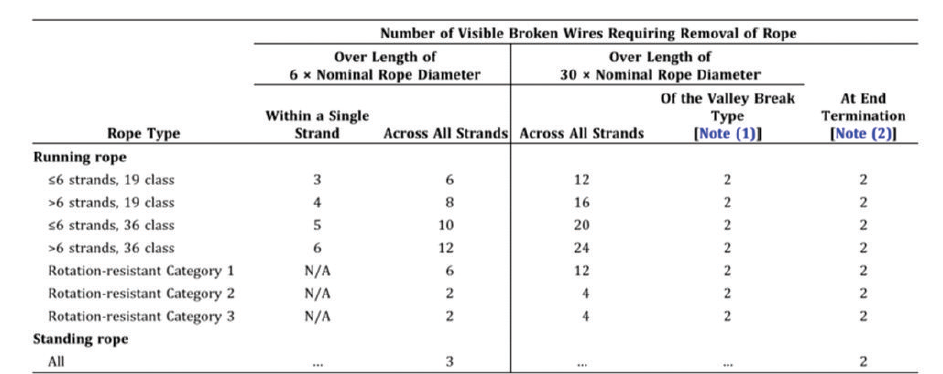
GENERAL NOTE: Broken wire rope-removal criteria cited in this Volume apply to wire rope operating on steel and cast iron sheaves and drums and wire rope operating on multilayered drums, regardless of sheave material. When drum spooking is single layer, synthetic sheaves or sheaves with synthetic linings should not be used because there are no broken wire criteria for the configuration, and internal wire breaks may occur in large numbers before any breaks or signs of substantial wear are visible on the outside wires of the rope.
NOTES:
1) If one valley break is detected, sections of rope 30 x norminal rope diameter in length on both sides of the detected valley break should be inspected over a bend. For additional information, see Figure 30-0.2-7.
2) Broken wires at end terminations may be eliminated by cutting and reattaching the end termination, if reducing the length is allowable.
(ASME B30-2019 – Table 30-1.8.2-1)
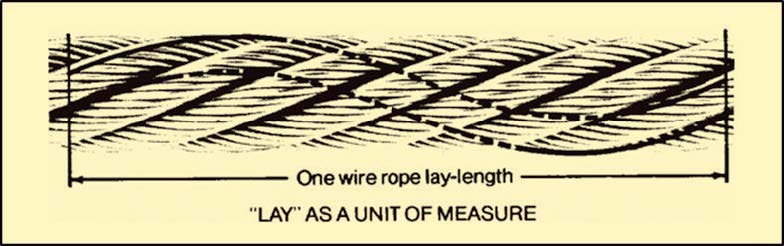
Figure 11. Wire Rope Lay Length
CONCLUSION
Wire rope is an integral part of many pieces of load handling equipment (LHE). Like any equipment part or system, proper maintenance, inspection, and use are critical in maintaining the equipment in safe operating condition. Wire rope is never good forever, and it is important for the end user to know when the rope’s condition indicates the need for removal from service. A failure to any part of load handling equipment can be fatal.
REFERENCES
ASME. (2018, May 15). ASME B30.9-2018 – Slings. New York, NY: American Society of Mechanical Engineers.
ASME. (2019, March 4). ASME B30.30-2019 – Ropes. New York, NY: American Society of Mechanical Engineers.
OSHA. (2010, August 9). 1926.1413 – Wire Rope Inspection. 29 CFR Subpart CC – Cranes and Derricks in Construction.
OSHA. (n.d.). 29 CFR 1910.184 – Slings. 29 CFR, Supart N – Materials Handling and Storage.
OSHA. (n.d.). 29 CFR 1926.251 – Rigging Equipment for Material Handling. 29 CFR 1926 Subpart H – Materials Handling, Storage, Use, and Disposal.

Share This Article!